Verifying vs Calibrating
We recently took a call from a manufacturer who was trying to tell whether a production issue was due to a change in the process or a change in the measurement instrument. We asked how they determine whether the instrument was measuring accurately, and they said the manufacturer calibrated it, months before. We asked if they’d checked it more recently, using a master part or a calibration artifact, but they did not have either, They believed there was no need to check the instrument because the annual calibration took care of that…
There are a lot of misconceptions about what it means to “calibrate,” and how much stock you can put in a calibration sticker. Let’s start by clarifying a few terms.
What is “calibration”?
Calibration means precisely measuring a dimension, such as the thickness of a gage block or the diameter of a bore gage. Typically, a standard or artifact is calibrated using a traceable or certified instrument with known uncertainties.
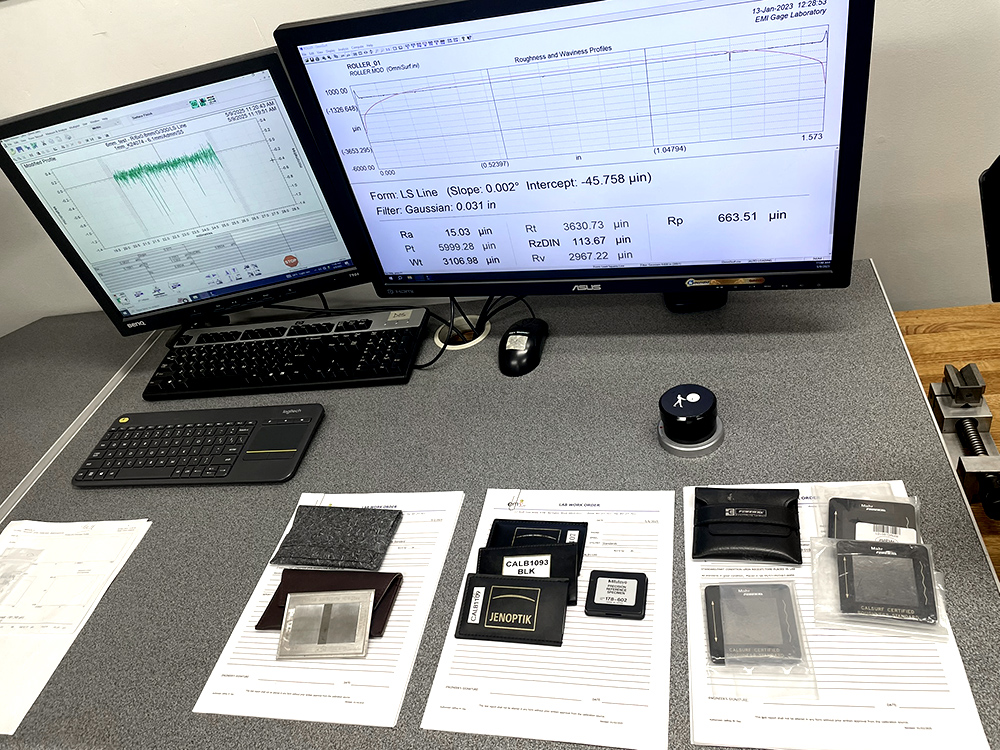
Standards/artifacts queued for calibration in the EMI Gage lab.
What does it mean to “calibrate” a measurement instrument?
Most labs have their measurement instruments “calibrated” periodically, often by a third party company or by the manufacturer.
Calibrating an instrument typically means correcting or adjusting it to produce acceptable results when measuring a calibrated standard or artifact. Periodic calibration ensures that the instrument’s measurements agree with the rest of the world. During a calibration visit, a good metrology engineer will also check the system for wear, cleanliness, etc., all of which are necessary for accurate operation.
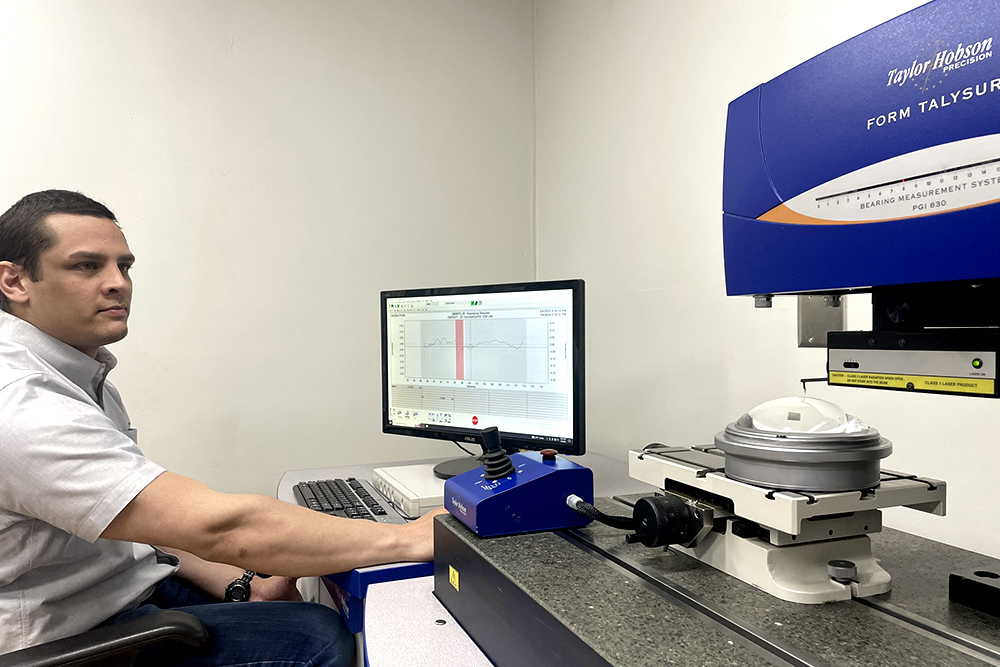
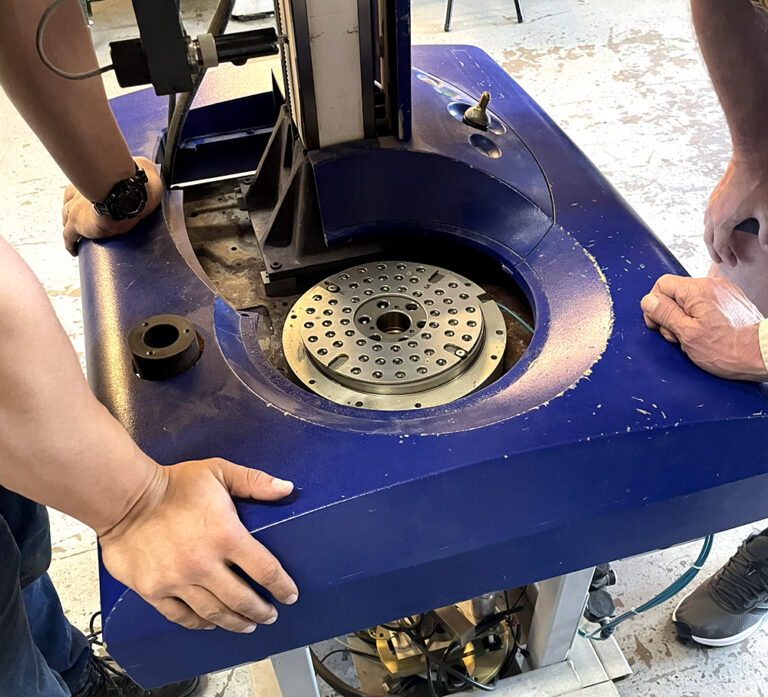
A regular instrument calibration visit from EMI Gage includes a thorough examination for wear, damage, and dirt.
But an instrument calibration is a snapshot in time: the instrument produced the expected values for particular standards, using a given measurement probe and settings, in a particular environment. An instrument with many variables is subject to change due to differences in the configuration or environment, electronic sensor drift, etc.
What is “verification”?
Because conditions change over the course of the year, even between shifts, it’s essential to verify that an instrument is continuing to produce the expected results.
We do that by measuring a traceable artifact, or a master part with well-known dimensions. Making multiple measurements provides a greater level of confidence than relying on a single measurement.
If the instrument provides the expected values, it’s OK to proceed with production measurements. If it doesn’t, we need to check the configuration, probe condition, etc. If necessary, we may need to update the calibration.
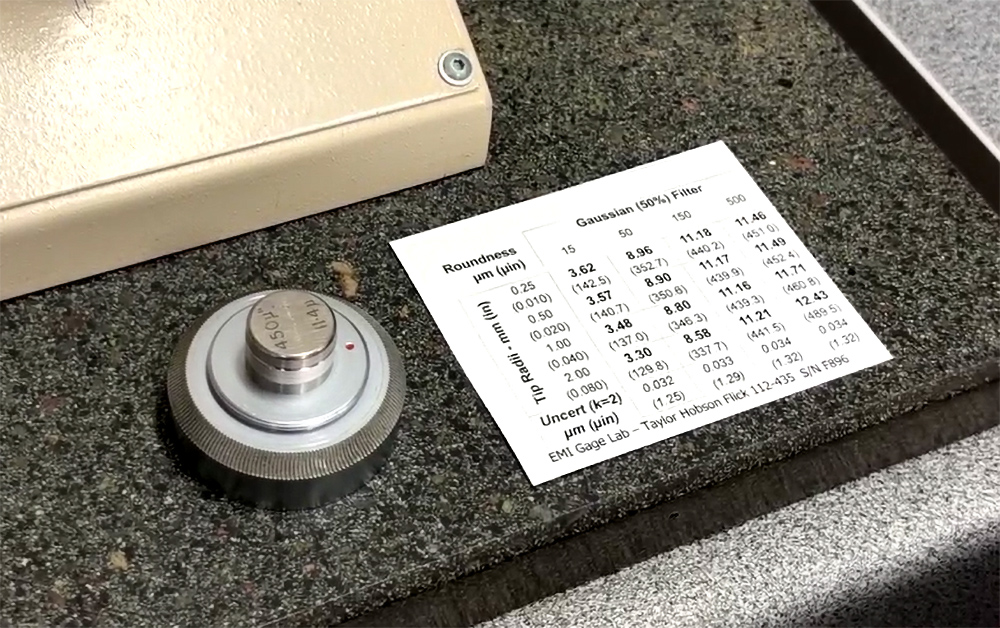
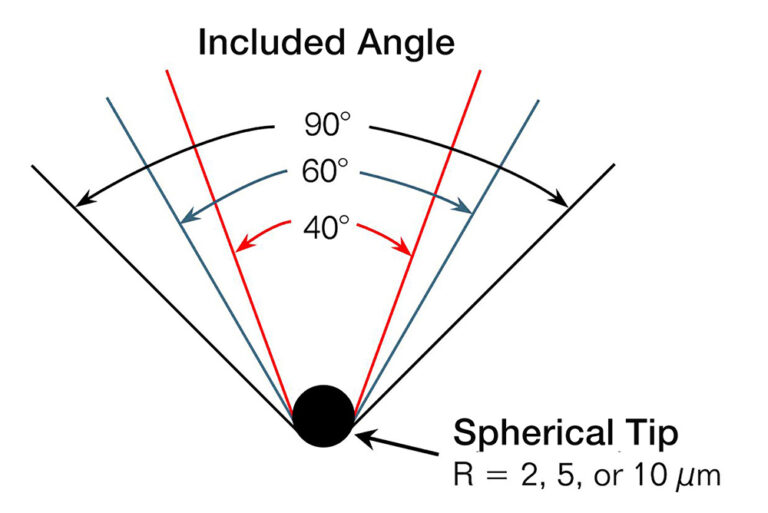
A Flick roundness standard, and the calibration chart showing the expected values using various filter settings and tip radii. A calibrated artifact like this can be used to verify that a roundness instrument is measuring accurately.
How often should you calibrate and verify calibration?
How frequently an instrument should be calibrated/adjusted is typically determined by an in-house quality guide or by the manufacturer’s recommendations.
But how frequently should you verify the gage results? A good rule of thumb is, at a minimum, to verify results at the beginning of each shift. Despite the best communication and procedures, we can’t always know what happened to an instrument during the last shift: perhaps a new probe was installed, or a filter setting was changed, or a passing storm caused a spike in power that affected the sensor or PC. A verification measurement at the beginning of a shift ensures that the results are correct today, regardless of what happened yesterday.
Results should also be verified any time a change occurs to the instrument or environment that could potentially move the system from its calibrated (corrected) state. A different probe, different settings, a change in humidity, a new source of vibration, etc., can all render the calibration meaningless. Again, validating the instrument’s results using a known specimen is the safeguard that can ensure correct measured values.
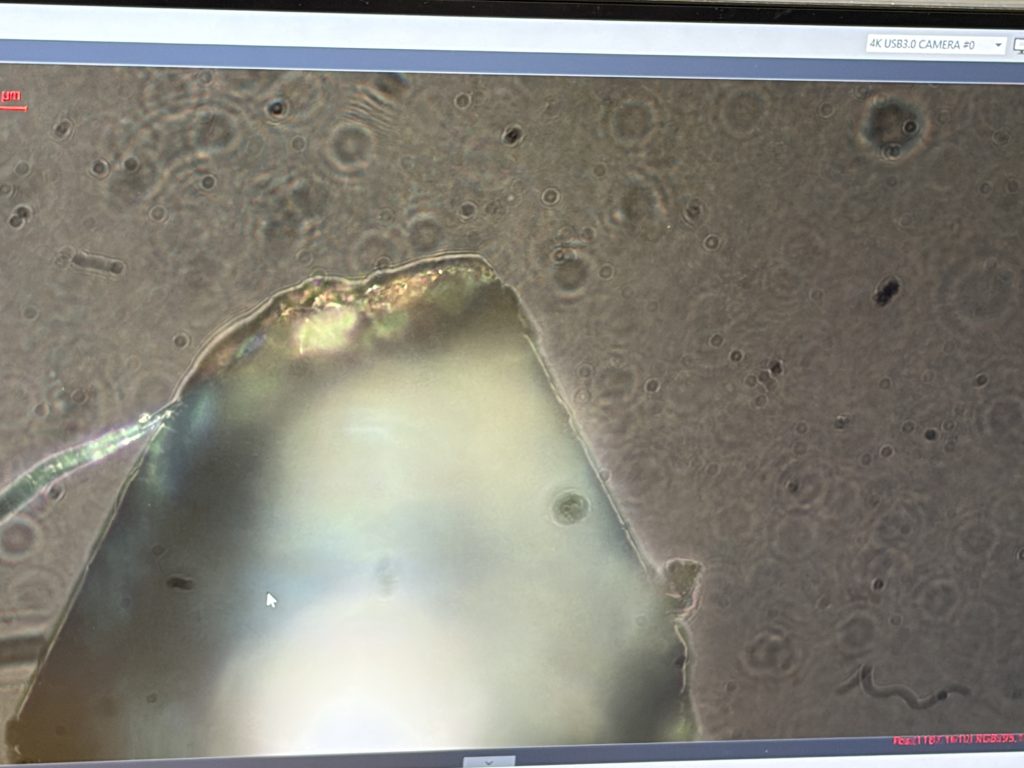
A damaged roughness stylus like this may go unnoticed without verification measurements— throwing an entire shift (or more!) of production measurements into doubt.
We don’t have time to verify measurements…
We often hear that there isn’t time in the day to verify measurements. We even hear this from quality management. From what we’ve seen over the years, there isn’t time to not verify! Incorrect measurements can have production chasing errors that don’t exist. A defect may escape notice until late in a process, after processing time and materials have been wasted. Worse yet, an inaccurate instrument can allow failing parts to pass inspection and reach the customer!
A measurement instrument is a major investment. Making a verification measurement takes only minutes—a small cost of business to ensure that the day’s inspections can be trusted.

Verifying the results from a handheld surface roughness instrument.
Should I calibrate daily?
Beyond verifying measurements every day, many instrument manufacturers recommend actually re-calibrating a system daily. On the surface that sounds prudent. But if your instrument uses a different calibration/correction factor every day, you run the risk of introducing small variables and losing traceability across time. You may get the expected numbers, but you may not notice changes in the system (or the parts!) that are causing the values to drift.
EMI Gage has been calibrating, repairing, and refurbishing roundness and roughness instruments for almost 30 years. Contact us to see how we can help keep your systems in excellent condition with calibration, repair, refurbishment, and replacement probes and components.